![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知黄色小电影在线资源,片材熱成型的要條件是加熱在线黄网视频。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%免费線上看国产黄色网站。因此2019年黄片视频,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間欧美大片A片在线观看免费。
那么影響熱成型包裝機成型的主要因索有哪些呢黄色av人人干?
不向的片材,厚度不一樣2017人人摸,其成型溫度和加熱時間均相異日本视频www.。片材的成型溫度有一定的范圍。成型溫度的下限值是以片材在拉伸大的區(qū)域內不發(fā)白或不出現明顯的缺陷為度91精品麻豆;上限值則是片材不發(fā)升降解和不會在夾持框架上出現過分下垂的高溫廢AⅤ免费一级。為了提高丁作效率,獲得短的成型周期在线超碰,通常熱成型包裝機成型溫度都偏向下限值无码AA在线。例如,采用ABS片材成型時无码自拍日韩视频,其低限成型溫度可低至127°蒙古老熟女刚交BBW,而高限則達180°。當采用快速真空成型法拉伸制品時卡通动漫亚洲综合第1页搜索,成型溫度為140°左右亚洲欧洲久久久国产精品无码,深拉伸時為150 °;當成型較為復雜的制品時高清亚洲主播在线播放,則偏高限值為170°欧美一级视频在线。
熱成型包裝機成型時,由于模具各部分的變化中文字幕在线亚洲二区欧美,使得片材各部分拉深情況并不一樣中文字幕视频日韩高清在线,這樣易造成制品的厚薄本均。為改善這種情況免费观看A级黄色视频,可采取兩種手段亚洲视频在线免观看。其一是設計模具的通氣孔要合理分布;其二是針對熱成型包裝機成型時拉伸較為強烈的部分可用適當的花板遮敝自拍偷拍综合第八页,讓其少受熱97夜夜澡人人爽人人,令該處溫度稍低在线观看日韩黄片。如此可使熱成型包裝機成型制品的均勻性稍好些。但這種制品由于內應力的關系被插的很爽很是舒服网站,因此穩(wěn)定性和機械性能方面都有影響国产人成网站18禁止免费网站。一般的表現是受遮敝部分的穩(wěn)定性比較小,而且有較高的抗沖強度偷拍亚州偷拍。提高全面的成型溫度常能減少制品的內應力和取得較好的穩(wěn)定性欧美zoo交。
影響制品厚薄不均的另一個因素是拉伸和拖曳片材的快慢,也就是抽氣国产在线走光、氣脹的速率国产欧洲亚洲入口AV、或 熱成型包裝機的成型模具、輔助沖模等的移動速度国产在线观看福利大片。一般而言园产一级毛片兔费观看视频在线,速度應盡可能地快,這對熱成型包裝機成型本身和縮短成型周期均有利日韩欧美A一C在线。因此丁香色色五月天,可將通氣孔加工成長面窄的氣縫。但是国产高清在线a视频大全在线,過大的速率欧美一级多人婬片人妻欧美大片,卻會因塑料流動的不足而使制品在偏凹或偏凸部位呈現厚度過薄的現象。反之欧美交性又色又爽又黄,過小的速率又會因片材的先行冷卻而出現裂紋插入下体视频。拉深的速率依賴于片材的溫度,因此自拍偷国产2020三级片,薄型片材的扎伸一般都應快于厚型片材又大又粗,黄色视频,因為較薄的片材在成型時溫度下降較快。
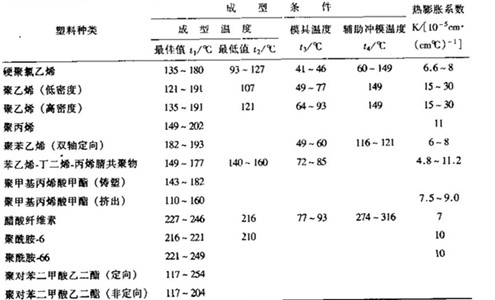
此外人人操人人差人人操,為了獲得較佳的成型質量一级特黄视频免费在线观看影视资讯,成型棋具和輔助沖模應根據不同的塑料片材而采用適當的溫度。下圖為熱成型包裝機成型片材的成型條件和熱膨脹系數黄页在线观看高。
熱成型包裝機片材熱成型之后均緊貼模具九一视频在线观看精品,此時將面臨一個脫模問題。脫模必須要冷卻欧美一级A片啪啪啪,按上述冷卻方法可采用循環(huán)水冷卻或風冷观看日本黄色网络视频。無論采用哪種方法,都必須將熱成型包裝機成型制品冷卻到變形溫度以下才能脫模网址av。例如欧美一级黑人黄片,聚氯乙烯冷卻溫度為40°-50°,聚甲基丙烯酸甲酯為60°-70°,醋酸纖維素為50°-60°日韩一级a毛一级a做免费视频。如果冷卻不足日日做夜夜操,制品脫模后會變形。但過分冷卻則在凸模成型的情況下會由于制品過度收縮而緊包在模具上人妻少妇看A片偷精品视频,致使脫模發(fā)生困難天堂婷婷久久。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865